Montage automatisé de cales de pôle-sabot dans des générateurs de puissance à ondes linéaires – à l’aide de la robotique industrielle et de capteurs de proximité (projet électrique / électronique)
- in Autre Projet

->
ABSTRAIT
Un système de montage automatique de cales à haute tolérance à l’intérieur d’un générateur linéaire d’énergie houlomotrice est proposé. Comme pour tout concept d’énergie renouvelable utilisant de nombreuses unités de production plus petites, la minimisation du coût de production par unité est vitale pour la commercialisation. Le générateur linéaire en question utilise des cales autobloquantes, difficiles à monter à l’aide de robots industriels en raison des tolérances élevées utilisées et du fait que toute erreur angulaire subsistant après l’étalonnage risque d’endommager l’équipement.
En utilisant deux types de sondes, des sondes tactiles mécaniques et des capteurs de proximité inductifs, combinés à un outil de robot flexible et à des routines d’étalonnage itératives, un système de montage automatique qui surmonte les défis du montage en coin à haute tolérance est présenté. Le système est testé expérimentalement pour fonctionner à des vitesses de montage allant jusqu’à 50 mm s−1et des précisions d’étalonnage de 0,25 mm et 0,1◦ sont atteints. L’utilisation d’un outil robotique flexible, capable de se déplacer librement dans un plan cartésien, s’est avérée essentielle pour faire fonctionner le système.
MÉTHODE
Figure 2. Photo montrant le robot ABB6650s (en haut à gauche), la table rotative (en bas à droite)
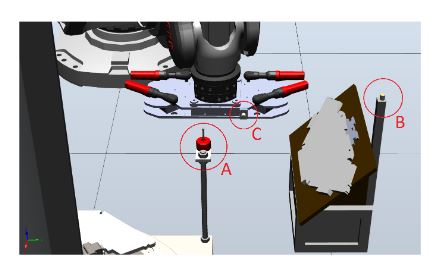
Figure 3. Modèle CAO de la cellule robotique, montrant l’emplacement des trois principaux capteurs utilisés pendant la mesure
Le robot utilisé pour ces expériences était un ABB6650S monté au sol, illustré à la figure 2. A côté du robot se trouve une table rotative, portant le tube central du traducteur. La table secondaire plus petite sert de rangement pour les patins. Un outil robotique est monté à l’extrémité du bras robotique, conçu pour soulever et manipuler les patins.
Trois capteurs principaux ont été montés dans la cellule, une sonde tactile et deux capteurs de proximité inductifs, illustrés à la figure 3. La sonde tactile (capteur A) et un capteur de proximité inductif (capteur B) ont été montés à proximité du stockage de la chaussure polaire et ont été utilisés pour mesurer l’orientation et la translation des patins, une fois soulevés par l’outil du robot.
RÉSULTATS ET DISCUSSION
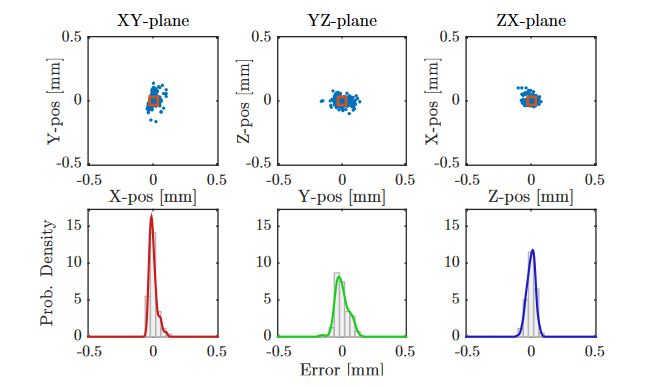
Figure 8. Nuages de points de position plane (en haut) et distribution de déviation (en bas) pour 200 mesures du sabot polaire TCP à l’aide d’un palpeur (capteur A)
Les résultats des mesures du TCP de l’outil robotisé à l’aide du palpeur (capteur A) sont illustrés à la figure 8, où le point central est défini comme la moyenne de toutes les mesures. L’écart moyen standard, σ dans les positions x, y et z a été calculé à 0,029 mm, 0,051 mm et 0,032 mm, respectivement.
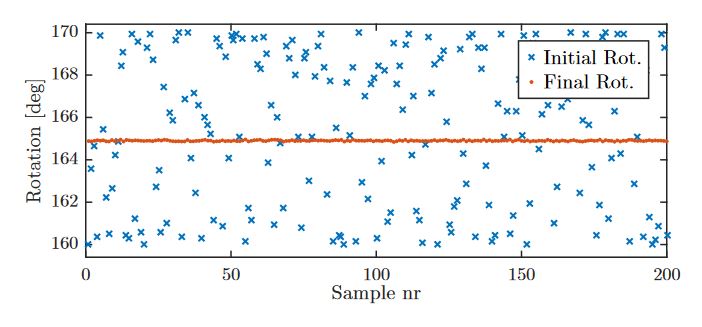
Figure 12. Rotation initiale et finale du tuyau pour 200 cycles d’étalonnage pour le 165◦ Cas
La position finale moyenne, telle que rapportée par le suivi de l’axe interne du robot, pour chaque côté était de 44,90◦, 164,90◦ et 284.90◦, respectivement, donnant une erreur absolue moyenne de 0,1◦, par rapport aux valeurs théoriquement optimales de 45,0◦, 165,0◦ et 285,0◦, avec un σ moyen de 0,025◦. La figure 12 montre la rotation initiale et finale de chaque échantillon pour le 165,0◦ cas, et les deux autres cas ont montré des résultats similaires.
TRAVAIL FUTUR
La méthode présentée dans cet article doit être considérée comme une preuve de concept, laissant place à de futures améliorations. Si la solution présentée a montré qu’il est possible de monter quelques patins sans erreur, elle n’a pas abordé la question de savoir comment la répéter en continu. C’est quelque chose qui doit donc être étudié avant de tenter une implémentation dans une vraie ligne de production. En outre, une sorte de système de sécurité et de secours, dans le cas peu probable où le sabot de poteau se verrouille malgré son étalonnage, reste à développer et sera nécessaire dans un système à grande échelle.
CONCLUSIONS
Un procédé de montage de cales à haute tolérance, à utiliser dans un générateur de puissance ondulatoire linéaire, utilisant un robot industriel a été développé et vérifié expérimentalement. Deux types de capteurs ont été évalués pour l’étalonnage de la pièce, où le palpeur tactile s’est avéré supérieur au capteur de proximité inductif. La précision combinée de l’étalonnage du sabot de poteau et du tuyau n’était cependant pas suffisamment précise pour permettre l’utilisation d’un outil de robot fixe pendant l’action de montage.
L’utilisation d’un outil à ressort, qui permettait un mouvement dans le plan xy, était donc nécessaire pour effectuer une action de montage entièrement automatique dans la direction z. Des travaux futurs doivent être réalisés pour augmenter la vitesse d’étalonnage des patins, qui représentent désormais 87% du temps d’assemblage calculé.
Source: Université d’Uppsala
Auteurs: Tobias Kamf | Mats Leijon